Following the RoHS directives imposition of lead-free soldering, reflow temperatures are increasing, as is the thermal stress on the components themselves. SMD components are naturally the most exposed components, since the body of traditional components remains "protected" from the temperature of the alloy by the printed circuit. The impact of this stress on the components has led to them being classified according to their Moisture Sensivity Level (MSL) from the least sensitive (MSL1) to the most sensitive (MSL6).
Many have already made the transition to lead-free solder, but others are still working under derogatory regimes with Sn/Pb alloys.
Physical constraints

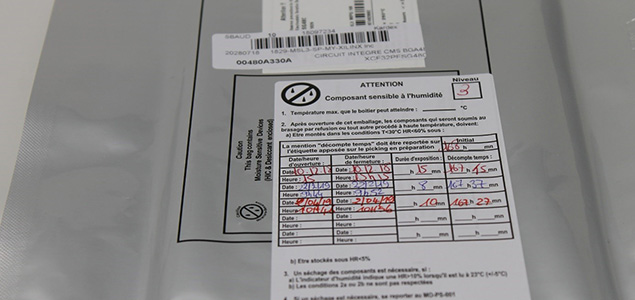
Handling precautions

Day-to-day management